3Dプリンタはかなり自由度が高く、好きな形状を作れるので便利でいいですよね。
しかし、自由度が高いということは不良にも自分である程度対応しなければいけないというわけです。
不良の対策をするには、たくさんある不良の中から何の不良かを判定する必要があります。
この記事では、3Dプリンタの中でも、「積層ずれ」に注目して、原因と対策について解説していきます。
実際に仕事で3Dプリンタを使って開発業務を行っている私が、一般の方でもわかりやすいように説明させていただきますね。
3Dプリンタの積層ずれとは
個人で造形をすると、失敗も成功も自分で判断しなければいけません。
つまり、「これは積層ずれなのか?」という判断をしなければならないというわけです。
積層ずれだと思っていても、実は違った、となると原因も対策も違ったとなると大変ですよね。
積層ずれの原因と対策の前に、積層ずれについて認識を合わせておきましょう。
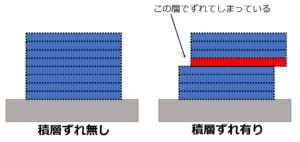
ご存知の通り、3Dプリンタは、造形したいモデルを水平方向にスライスして、1層ずつ積み上げていく技術です。
そうです、この層の積み重ねが大事なんです。
1層目と2層目がずれていたら、きれいな造形物が造形できないのが想像できますよね?
このような「ずれ」が積層ずれです。
判定方法は意外と簡単なんです。
造形物を横からぐるっと1周見てください。
造形モデルと比較して、いびつな部分があれば積層ずれの可能性が高いです。
もっと言えば、同じ層で余分に出っ張っているところと足らないところがあったらほぼほぼ積層ずれですね。
あ!これ積層ずれ起こってる!
となれば、これから紹介する8個の原因と対策を試してみてください。
3Dプリンタの積層ずれの原因と対策8選
では、3Dプリンタの積層ずれの原因と対策を8個紹介していきます。
残念ながら、積層ずれ=これすれば大丈夫、というものは無いんですよね。
こういう原因に対してはこうしないとダメ、といった感じです。
ですので、原因を突き止めることが大切です。
まずは、8個の原因と対策に目を通してください。
それから順番に、これは大丈夫、これも大丈夫…と問題がないことを確認していくようにしてみてください。
実際の開発現場でもこのような手順で問題の切り分けを行っているんです。
3Dプリンタの積層ずれの原因と対策①
では早速、1つ目の原因から紹介していきます。
原因① グリス不足
まず最初の原因は、可動部のグリス不足です。
メーカーよって呼び方が変わるので実物や取扱説明書を見てほしいですが、例えばヘッドが動くためのレール部分が挙げられます。
これはLMガイドなどと呼ばれることもあります。
このように、頻繁に動く部分は思っている以上にグリスの消費が速いのです。
対策① グリス追加
この対策は非常に簡単です。
グリスを追加すれば解決です。
手順としては、
- 可動部をすべてピックアップ
- グリスが不足している部分をピックアップ
- 仕様書や説明書で推奨のグリスを確認
- 必要な量だけグリスを購入
- グリスを塗る
の順で行えばOKです。
3Dプリンタの積層ずれの原因と対策②
では、2つ目にいきましょう!
原因② フィラメント残り
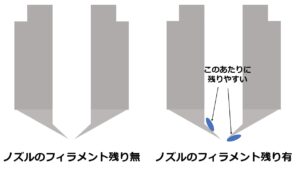
次の原因はノズルにフィラメントが残ってしまうことです。
フィラメントとは、要するに材料となる樹脂です。
普通のプリンターでいうところのインクだと思ってください。
樹脂を溶かしてノズルから出しているわけですが、その溶けた樹脂がノズルに残ってしまうんです。
いや、なさそうだけど…と思うかもしれません。
侮るなかれ、ですよ。
内部だったり裏側だったり、見えないところに残っていることも多々あるんです。
できる限りチェックしてみましょう。
フィラメントが残りやすいのはこのあたりです。
対策② ノズルの清掃か交換
対策は2通りにわけられます。
まずは、ノズルを十分に確認してみてください。
そして、自分で清掃できそうならきれいにしてみてください。
それがだめそうなら、業者に相談してきれいにしてもらうか部品そのものを交換することになります。
ノズルは材料供給する大事なパーツです。
ノズルがだめだと造形できないのは想像できますよね。
3Dプリンタで非常に重要なパーツなので、心配なら業者に相談するのもありです。
3Dプリンタの積層ずれの原因と対策③
どんどん行きましょう!
3つ目です。
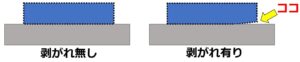
原因③ 造形ステージからのはがれ
続いては造形ステージから造形物がはがれてしまうことです。
造形物がはがれるということは、位置がずれることは想像できそうですよね?
そうなると、そりゃ層の積み重ねもずれますよね(笑)
造形ステージからはがれたことでも積層ずれは起こってしまうんです、割と派手に。
対策③ はがれないようにする
剥がれる原因はどれも深いです、簡単に解決できるものもできないものもありますから…。
反りが原因ではがれることもあり、これが一番厄介かもしれません。
造形ステージからの剥がれはこんな感じです。
反り対策はかなり長くなるので別記事で取り上げますが、大きく熱の問題がありますが、ここでは手っ取り早くできる対策を紹介します。
それは凹凸のあるプラットフォームシートを使ったり、プラットフォームにのりや溶融した樹脂を付けたりすることです。
アンカー効果で反りにくくなります。
詳しくはこちらの記事を参考にしてください。
3Dプリンタの積層ずれの原因と対策④
積層ずれの原因の4つ目にいきましょう。
原因④ モーターの軸のねじのゆるみ
物理的な問題ですが、モーターの軸を固定するねじのゆるみです。
ねじが緩んでいるせいで制御ソフトが思ったように動かなくなっている状態ってわけですね。
靴ひもが緩んだ状態で100m全力で走っても自己ベストには程遠い結果にしかなりませんよね?
そんな感じですね。
それのモーター版というわけです。
対策④ イモネジをしっかり締める
対策は超簡単です。
緩んでいるなら締めればいい、というわけです。
だいたいはイモネジが緩んでいる場合が多いと思います。
しかし、イモネジ以外のネジも念のため確認しておきましょう。
緩んでいるところを締めておけば、この問題は解決です。
注意点として、力を入れすぎて、勢い余ってほかの場所を傷つけてしまう、なんてことが無いようにしてください。
3Dプリンタの積層ずれの原因と対策⑤
ようやく折り返しましたね、5つ目です。
原因⑤ 冷却不足
続いては、熱の問題です。
モーターやモータードライバなどが熱を持ちすぎて、きちんと冷却できていない状態というわけです。
普通のPCでもそうですが、熱を持ちすぎると動作が遅くなったり、止まったりしてしまいますよね。
それと同じようなイメージで、熱を持ちすぎると正常に動かなくなってしまうのです。
これが5つ目の原因ですね。
対策⑤ 冷却機構を付ける
これの対策も簡単といえば簡単です。
熱が逃げないでたまってしまうのであれば、逃がしてあげればいい、という発想ですね。
最も簡単なのは、扇風機の風を直接当てることです。
空冷というやつですね。
それ以外にも、場所や機構に由りますが、一時的に保冷剤を貼りつけたり、冷却ホースをつないだりするのもありです。
ただ、これをやる場合は結露した水滴や水冷用の水がこぼれないように注意しておくことは絶対に忘れないでください。
3Dプリンタの積層ずれの原因と対策⑥
ではでは、6つ目です。
原因⑥ フィラメントが絡まる
少し厄介な原因となりますが、フィラメントが絡まったことで積層ずれが起こります。
積層ずれどころか、絡まっているせいで正常な位置に材料を敷けないので、造形物はガッタガタになると思います(笑)
フィラメントはインクジェットプリンタでいうところのインクなので、なければ困るわけですが、3Dプリンタの場合は樹脂です。
ですので、この樹脂が絡まることもあるんですね。
対策⑥ 絡まりを直すか交換
絡まった状態を自力で直せればこれは解決です。
それが厳しいようでしたら、交換するしかありません。
材料に関することなので、個人で自力の修理は難しい部類に入ってしまいます。
まあ、交換するならある程度思い切って…というのもありですけどね(笑)
3Dプリンタの積層ずれの原因と対策⑦
残すところあと2つ!
7つ目の原因と対策を見ていきましょう。
原因⑦ 造形物の反り
造形ステージからのはがれについて③でお伝えしましたが、それに若干関連する内容です。
7つ目の原因は造形物の反りです。
造形物が造形ステージからはがれないにしても、反りが原因で造形中の一番上の層に凹凸ができてしまいます。
ひどい場合は、がっつり膨らんだり、凹んだりしてしまいます。
要するに、熱による影響で部分的に反りが発生してしまっているということです。
造形物とノズルの距離が異なるので、当然うまく造形できませんよね。
その結果、積層ずれにつながるわけです。
対策⑦ 温度か樹脂の変更
これは非常に難しいです。
基本的には熱の影響です。
例えば、熱が急激に逃げるような機構であれば、その分反りが起こりやすくなります。
また、同じような機構でも樹脂によって熱が逃げやすかったり逃げにくかったりします。
つまり、反りやすい樹脂と反りにくい樹脂が、樹脂の特性としてあるというわけです。
なので、「この樹脂はある程度は仕方ない」という場合もあるかもしれません。
樹脂を変えないとすれば、基本的には熱でのアプローチになります。
一般的には熱をゆっくり逃がす、要するに少しずつ冷やしていけば反りは抑えられる傾向にあります。
反りに関してはこちらの記事で詳しく取り上げていますので、あわせてご覧ください。
3Dプリンタの積層ずれの原因と対策⑧
さあ、いよいよ最後です。
原因⑧ 制御不良
8つ目は、制御しきれていない場合です。
速度が出ていないなどですね。
開発段階でよくあるケースは、ソフト上は100mm/sと入力できているけど、実際は80mm/sしか出ていない、という現象ですね。
さすがに売り物でそうなることは少ないとは思いますが(笑)
ただ、経年劣化や装置の限界の100%の能力を設定してしまうと期待通りの制御ができない場合もあるんです。
こういった制御不良が偶然起こると積層ずれにつながってしまうのです。
対策⑧ 装置性能の上限ギリギリは設定しない
正確に実測値を測定することは、個人では難しいですよね。
というか、メーカーでも本当に厳密に測定するのは楽ではありません。
ガルバノミラーによってはほぼ不可能な場合もありますし、精度が必要になると何よりめんどくさい…。
脱線しましたが、上限に近い場合はNGになってしまうことが多いので、遅い速度で様子を見ていくことが妥当ですね。
あくまでも、「問題なさそう」というところまでの確認が個人レベルではぎりぎりなところです。
問題がありそう、と判断したらメーカーに問い合わせしてみてください。
3Dプリンタの積層ずれのまとめ
今回は積層ずれに関して解説しました。
3Dプリンタは新しい技術であるので、ボタン一つでなんでも造形、というレベルには達していません。
なので、考えられる原因をひとつひとつつぶしていく必要があります。
積層ずれが起こった場合は、今回紹介した8つの項目を順番に確認して、「問題ないことを確認」していきましょう。
そうすれば、自然と問題の切り分けができ、解決策も見えてきます。
なんかできん、で終わらず、試せることは試してみましょう!